HASSFULL(哈思孚)智能制造
匠心智造品质,科技让品质更可靠,我们提供一站式铝及工程塑料数控加工解决方案,解决客户加工难题,为客户创造效益。
匠心智造品质,科技让品质更可靠,我们提供一站式铝及工程塑料数控加工解决方案,解决客户加工难题,为客户创造效益。
18957483057
hassfull@126.com
宁波市慈溪滨海经济开发区慈东大道2088号

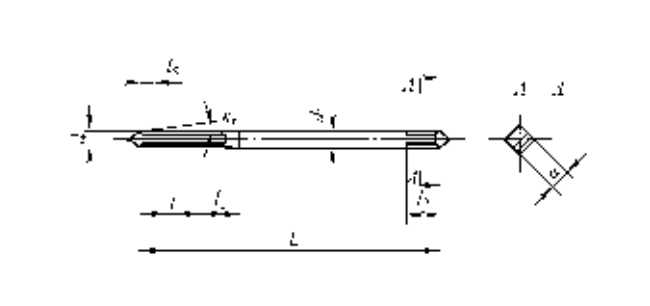
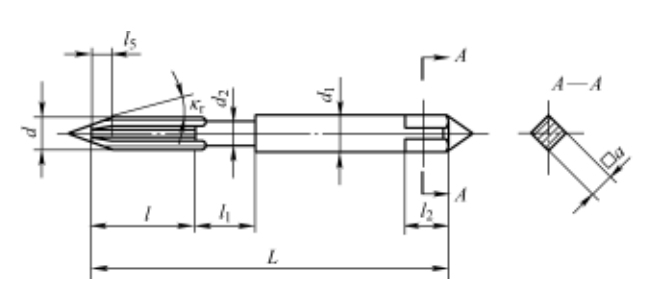
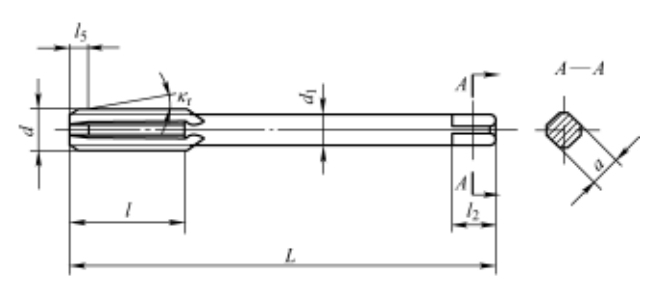
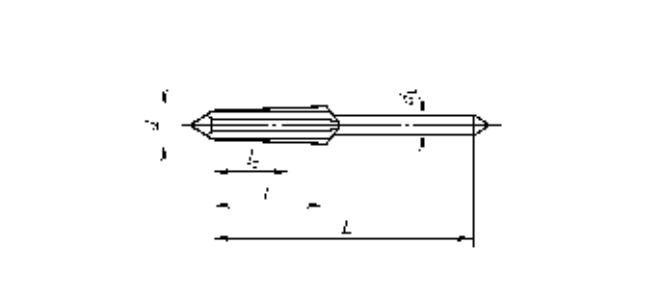
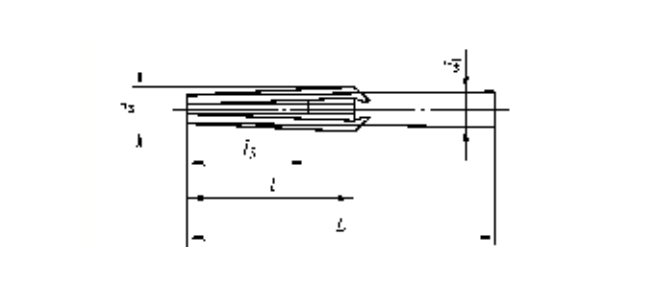
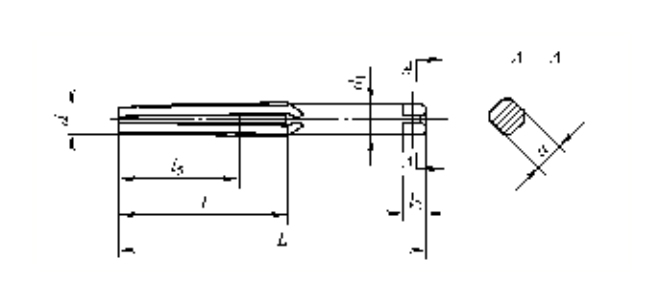
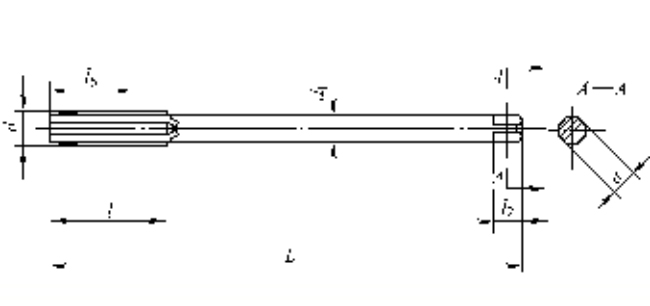
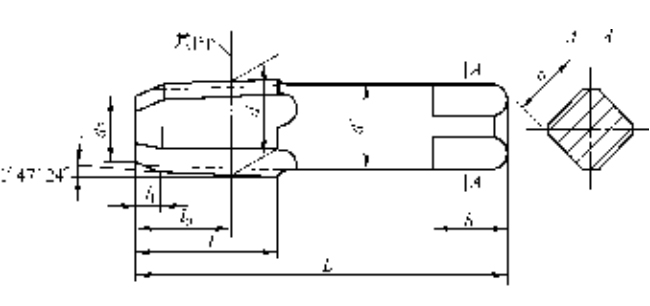
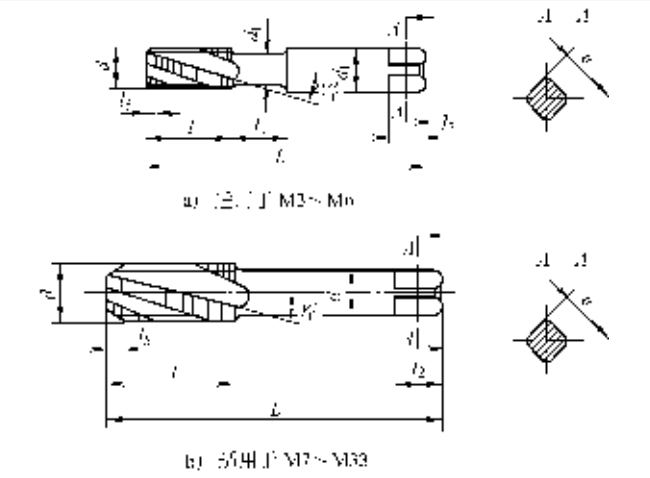
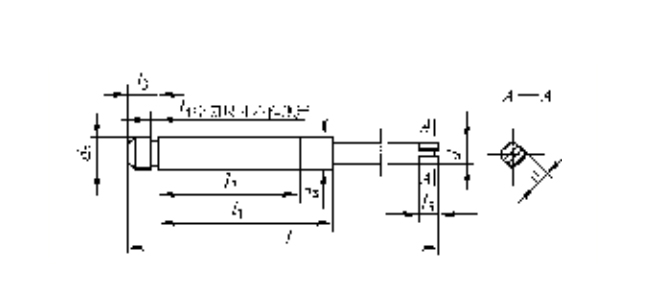
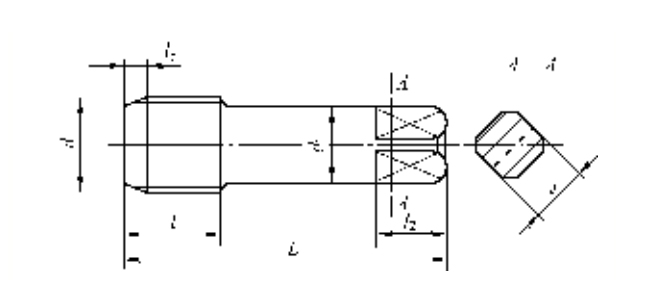
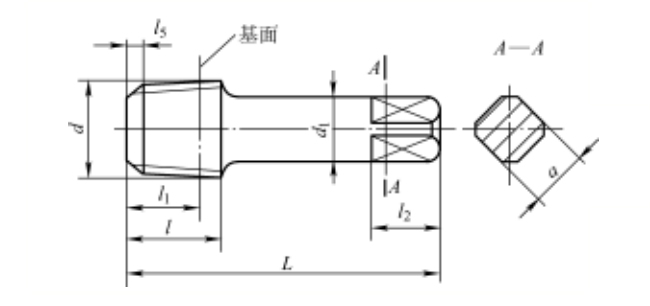
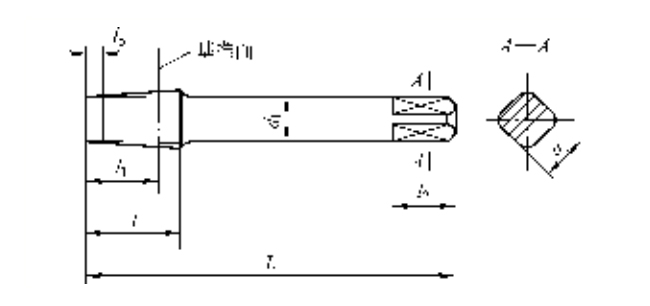
加工中心铝件攻丝丝锥结构如下

加工中心铝件攻丝丝锥结构
加工中心铝件攻丝丝锥规格范围和标准代号?
| 类型 | 简图 | 规格范围 | 标准代号 |
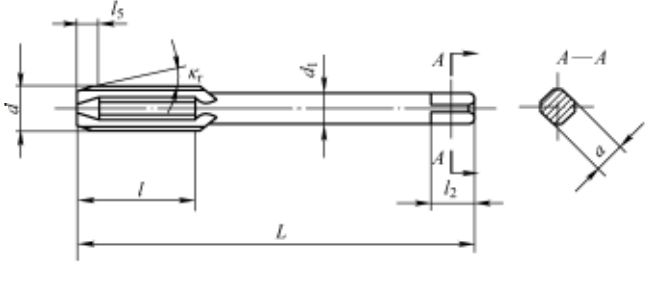
| 粗柄机用和手用丝锥 |
 |
粗牙为M1-M2.5 细牙为M1×0.2-M2.5×0.35 |
GB/T3464.1-2007 |
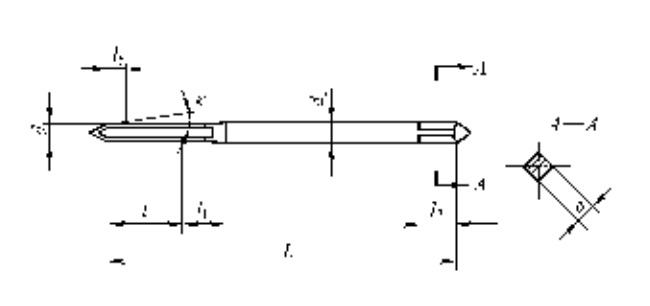
| 粗柄带颈机用和手用丝锥 |
 |
粗牙为M3-M10 细牙为M3×0.35-M10×1.25 |
GB/T3464.1-2007 |
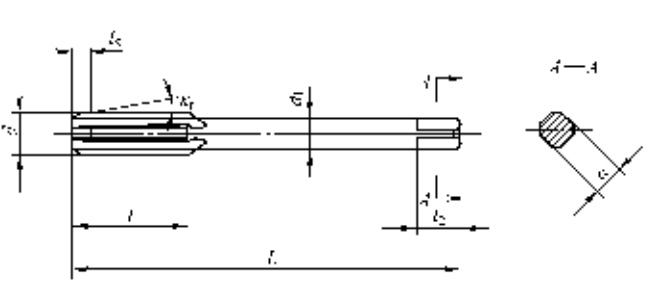
| 细柄机用和手用丝锥 |
 |
粗牙为M3-M68 细牙为M3×0.35-M100×6 |
GB/T3464.1-2007 |
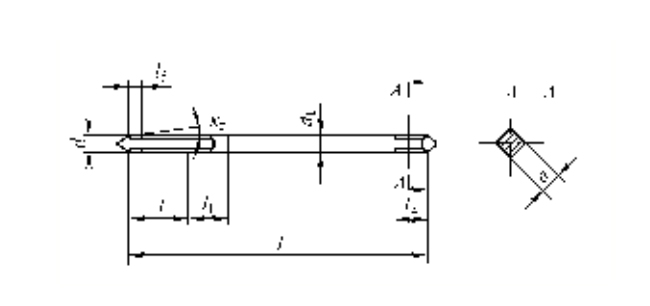
| 长柄机用丝锥 |
 |
粗牙为M3-M24 细牙为M3×0.35-M24×2 |
GB/T3464.2-2007 |
| 粗短柄机用和手用丝锥 |
 |
粗牙为M1-M2.5 细牙为M1×0.2-M2.5×0.35 |
GB/T3464.3-2007 |
| 粗柄带颈短柄机用和手用丝锥 |
 |
粗牙为M3-M10 细牙为M3×0.35-M10×1.25 |
GB/T3464.3-2007 |
| 细短柄机用和手用丝锥 |
 |
粗牙为M3-M52 细牙为M3×0.35-M52×4 |
GB/T3464.3-2007 |
| 螺母丝锥(d≤5mm) |
 |
粗牙为M2-M5 细牙为M3×0.35-M5×0.5 |
GB/T967-2008 |
| 圆柄螺母丝锥(d>5-30mm) |
 |
粗牙为M6-M30 细牙为M6×0.75-M30×1 |
GB/T967-2008 |
| 螺母丝锥(d>5mm) |
 |
粗牙为M6-M52 细牙为M6×0.75-M52×1.5 |
GB/T967-2008 |
| 长柄螺母丝锥 |
 |
粗牙为M3-M33 细牙为M3×0.35-M52×1.5 |
JB/T8786-1998 |
| 米制锥螺纹丝锥 |
 |
ZM6-ZM60 |
|
| 螺旋槽丝锥 |
 |
粗牙为M3-M27 细牙为M3×0.35-M33×3 |
GB/T3506-2008 |
| 梯形螺纹丝锥 |
 |
Tr8×1.5-Tr52×8 | JB/T9989.1-1999 |
| 55°圆柱管螺纹丝锥 |
 |
G系列:G1/16-G4 Rp系列:Rp1/16-Rp4 |
GB/T20333-2006 |
| 55°圆锥管螺纹丝锥 |
 |
Re1/16-Re4 | GB/T20333-2006 |
| 60°圆锥管螺纹丝锥 |
 |
NPT1/16-NPT2 | JB/T8364.2-2010 |




