HASSFULL(哈思孚)智能制造
匠心智造品质,科技让品质更可靠,我们提供一站式铝及工程塑料数控加工解决方案,解决客户加工难题,为客户创造效益。
匠心智造品质,科技让品质更可靠,我们提供一站式铝及工程塑料数控加工解决方案,解决客户加工难题,为客户创造效益。
18957483057
hassfull@126.com
宁波市慈溪滨海经济开发区慈东大道2088号
工程塑料加工中心的刀补怎么使用?工程塑料加工中心中的刀具补偿功能,主要用于确保加工精度和质量,它允许操作者针对刀具的实际尺寸与理想尺寸之间的差异(如磨损、制造误差等)进行调整,而无需修改原始的加工程序。刀具补偿主要分为两类:刀具长度补偿和刀具半径补偿。今天哈思孚HASSFULL来说下“工程塑料加工中心的刀补怎么使用”吧。

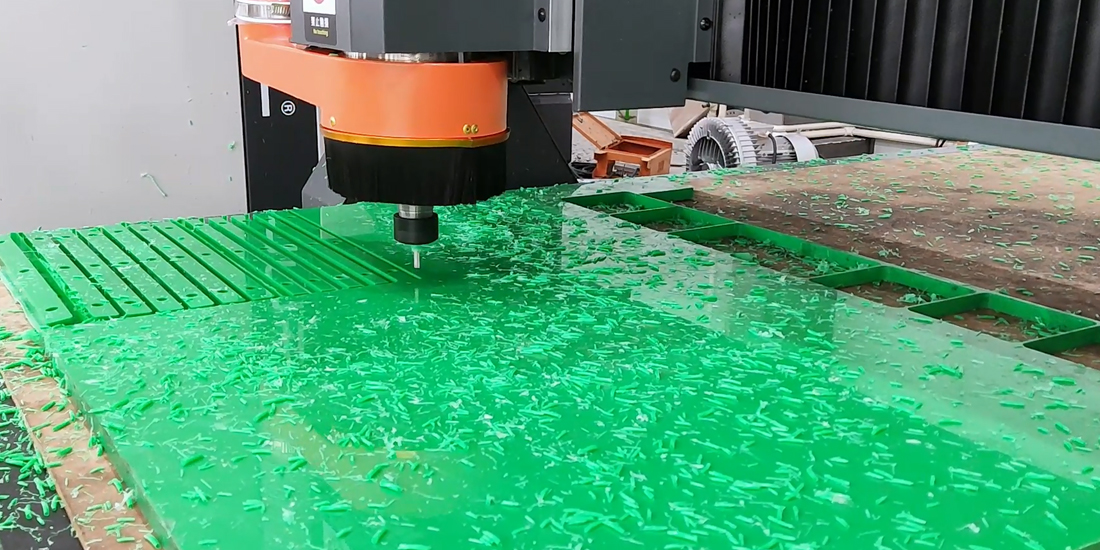
客户现场加工样品
工程塑料加工中心的刀补怎么使用?
1、刀具长度补偿(G43,G44,G49)
设置补偿值:在数控系统的刀具参数设置中,为每把刀具分配一个刀具补偿号,并输入相应的长度补偿值。如果刀具因磨损变短,应输入正值补偿;若刀具较长,则可能需要负值补偿。
激活补偿指令:在加工程序中,使用G43指令加上对应的刀具补偿号(H码)来应用长度补偿。G44用于向下补偿(减小长度),G49用于取消长度补偿。
2、刀具半径补偿(G41,G42)
确定补偿方向:刀具半径补偿用于补偿刀具磨损或形状变化导致的直径变化。G41用于左侧刀具补偿(沿刀具前进方向看,加工轮廓在刀具左侧),G42用于右侧补偿。
设置补偿值:同样在系统中设定刀具半径的补偿值,考虑刀具的实际磨损情况和轮廓加工的需要。
应用补偿指令:在程序中,先执行G41或G42指令,指定D码(代表刀具半径补偿值),然后开始轮廓加工。加工完成后,需使用G40指令取消半径补偿。
3、实际操作步骤:
确定刀具参数:首先,测量并记录新刀具的实际尺寸,包括长度和直径,作为补偿的基础数据。
输入补偿值:在加工中心的操作界面上,找到刀具补偿菜单,根据之前测量的数据输入对应的补偿值。
选择补偿指令:根据加工路径和补偿需求,在程序中合理插入G43/G44(长度补偿)和G41/G42(半径补偿)指令。
监控加工过程:加工过程中,持续观察加工状况,必要时进行补偿值的微调,以应对刀具磨损带来的变化。
记住,合理利用刀具补偿不仅能提高加工效率,还能确保加工质量,减少废品率。在工程塑料加工中,由于材料特性可能影响刀具磨损速度,更频繁地检查和调整补偿值是非常重要的。

客户加工工厂
工程塑料加工中心夏季要注意的一些问题?
加工中心在夏季运行时,需要特别关注以下几个问题以确保加工精度和设备稳定运行:
1、防高温:
环境温度控制:确保加工中心所在的厂房温度保持在推荐的范围内,通常是0~35℃,过高温度会导致设备过热、精度下降或甚至损坏。
避免阳光直射:防止阳光直接照射到加工中心,可以使用遮阳措施或安排在避免阳光直射的位置。
通风与空调:加强厂房的通风换气,如有条件,安装空调设备以维持室内温度恒定,减少热胀冷缩对机床和工件的影响。
2、防潮:
内部防潮:定期检查并维护机床内部,包括更换受潮的油类和液体,清理电网、线路和电子元器件,确保系统和排气扇无灰尘积聚。在湿度大时,可以通过空转数控系统来利用电气元件产生的热量驱散湿气。
外部防潮:使用除湿机等专业设备控制车间湿度,尤其在封闭的南向或东南向窗口等易潮湿区域,防止湿气进入。
3、日常维护:
定期润滑保养:按照规定检查和补充润滑油,确保各部件润滑良好,减少摩擦产生的额外热量。
检查与监控:启动前检查主轴、工作台运动及压力指示是否正常,监听是否有异常声音。
防止超载:确保加工工件不超过机床承载能力,避免因过载产生过多热量或损害设备。
程序验证:加工前仔细检查加工程序,确保无误后再运行,以防因错误导致的设备停机或事故。
劳动保护:操作人员需穿戴好个人防护装备,遵循安全操作规程。
防护措施:加工时关闭防护门,禁止在加工过程中开启,防止意外伤害。
通过以上措施,可以在夏季有效管理加工中心的工作环境,预防因高温和高湿度带来的潜在问题,确保设备高效、安全地运行。

客户加工件
工程塑料加工中心的刀补怎么使用知道了,还是比较简单的。有需要加工中心的朋友,可以直接电话和我们联系哦。




