HASSFULL(哈思孚)智能制造
匠心智造品质,科技让品质更可靠,我们提供一站式铝及工程塑料数控加工解决方案,解决客户加工难题,为客户创造效益。
匠心智造品质,科技让品质更可靠,我们提供一站式铝及工程塑料数控加工解决方案,解决客户加工难题,为客户创造效益。
18957483057
hassfull@126.com
宁波市慈溪滨海经济开发区慈东大道2088号
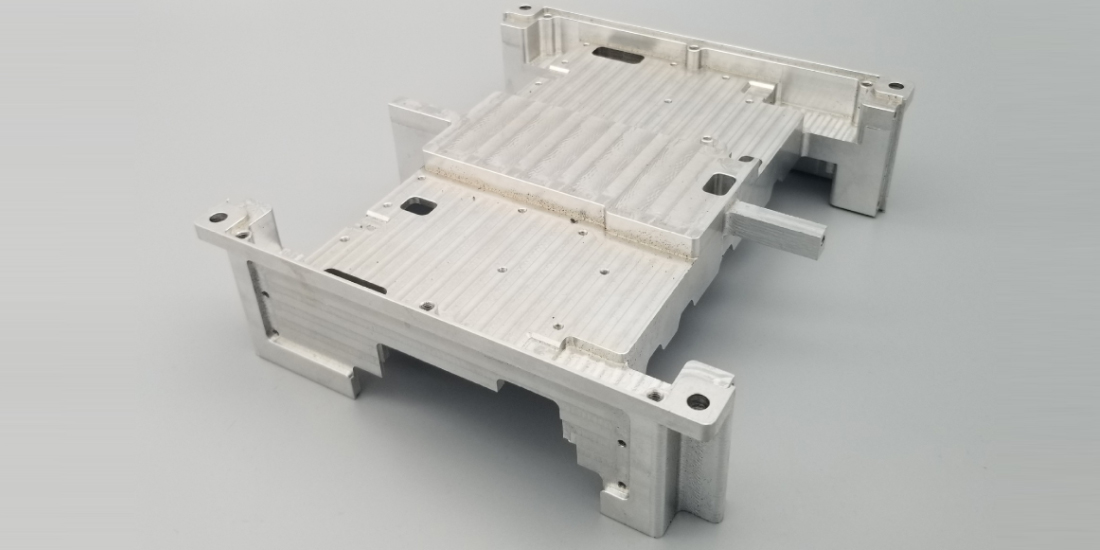

自动化设备配件CNC加工件
加工中心铣铝件常用的刀具有哪些?铝加工中心铣铝件常用的刀具有斜度刀、螺纹刀、平头锣刀、T形刀等。

通讯设备腔体CNC加工样品
加工中心铣铝件选择什么铣刀?2、铝用钨钢铣刀的选择:刃数一般是3刃,材料一般选择YG类硬质合金,这样可以减少刀具与铝合金的化学亲和力。一般数控刀具品牌都有加工铝合金专用铣刀系列产品。

电木治具板CNC加工
加工中心铣铝件的特点有哪些?| 刀具 | 深度 | 步距 | F(进给) | S(转速) |
| Φ25 | 2 | 18 | 1800 | 2000 |
| Φ20 | 2 | 15 | 1700 | 2000 |
| Φ16 | 1.5 | 12 | 1700 | 2200 |
| Φ12 | 1.5 | 9 | 1600 | 2200 |
| Φ10 | 1.2 | 7 | 1500 | 2300 |
| Φ8 | 1 | 6 | 1500 | 2400 |
| Φ6 | 1 | 4 | 1500 | 2400 |
| Φ5 | 0.8 | 3 | 1200 | 2500 |
| Φ4 | 0.8 | 2.5 | 1000 | 2600 |
| Φ3 | 0.5 | 2 | 800 | 2800 |
| Φ2 | 0.3 | 1 | 600 | 2900 |
| Φ1 | 0.2 | 0.5 | 500 | 3000 |
| 刀具 | 加工前留量 | 步距 | F(进给) | S(转速) |
| Φ20R10 | 0.25 | 0.3 | 2300 | 2200 |
| Φ16R8 | 0.25 | 0.3 | 2300 | 2200 |
| Φ12R6 | 0.2 | 0.25 | 2600 | 2500 |
| Φ10R5 | 0.2 | 0.25 | 2600 | 2500 |
| Φ8R4 | 0.2 | 0.2 | 2400 | 2600 |
| Φ6R3 | 0.15 | 0.15 | 2300 | 2800 |
| Φ4R2 | 0.12 | 0.12 | 1800 | 3000 |
| Φ3R1.5 | 0.1 | 0.08 | 1600 | 3200 |
| Φ2R1 | 0.08 | 0.06 | 1300 | 3500 |
| Φ1R0.5 | 0.06 | 0.04 | 1200 | 3800 |
| 刀具 | 最大切削量 | 最大切削深度 | F(进给) | S(转速) |
| Φ16 | 0.4 | 50 | 1200 | 1700 |
| Φ12 | 0.35 | 40 | 1000 | 1700 |
| Φ10 | 0.3 | 35 | 900 | 1800 |
| Φ8 | 0.25 | 30 | 900 | 2000 |
| Φ6 | 0.2 | 25 | 800 | 2200 |
| Φ5 | 0.15 | 20 | 700 | 2300 |
| Φ4 | 0.5 | 2 | 1200 | 2600 |
| Φ3 | 0.3 | 1.5 | 1000 | 2700 |
| Φ2 | 0.25 | 1 | 800 | 2800 |
| Φ1 | 0.2 | 0.8 | 600 | 3000 |




